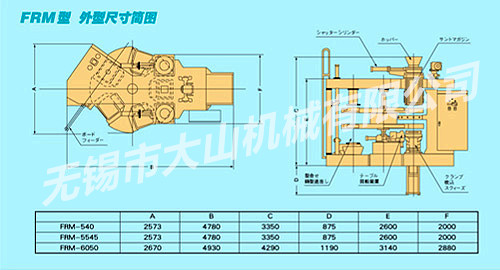
| FRM 型 ---- 5 工位 , 水平分型无箱式全自动造型机 ( 线 )
日本浪速铸机株式会社提供全套技术,并提供主要关键机械部件及主要电气、液压、气动部件,大山机械组装及制造,日本专家全程质量监控,调试合格后才出厂,设备运至用户工厂后,负责安装调试,可立即投入生产(交钥匙工程)。
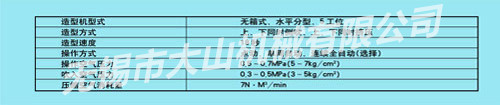
· 高速,18秒内上、下模同时造型
· 无箱式、水平分型完全自动造型
· 下芯循环不延迟
· 坚固耐用的长寿命设计
· 保证铸件表面及尺寸精度的高品质
· 不需要回收溢出砂的传送装置,不发生震动公害
· 可有二种模具在机上交替运行,交替周期自由设定,适用于多品种大批量铸件生产
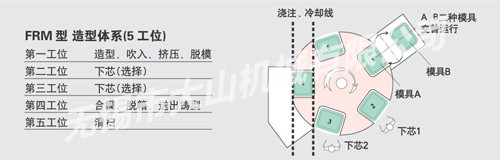
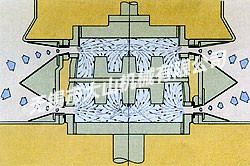
本机为旋转工作台式无箱水平分型的自动造型机,上、下模同时进入,通过挤压能够在 18 秒为一循环时间内高速度造型出均匀、高精度的铸型,是高性能、省力化的造型机。特别是下芯设计为 2 个工位,所以即使是泥芯较多的铸型也无需延长循环时间而能高效率发挥作用。此外,因框无反转动作,简便的构造设计使操作较为方便。因采用砂的充填从上、下框两侧同时进入的新方式,这种新型设计的造型机使铸型硬度和充填效果都得到确实的保证。
|
|
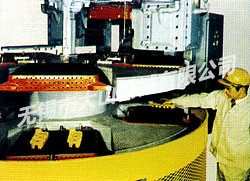
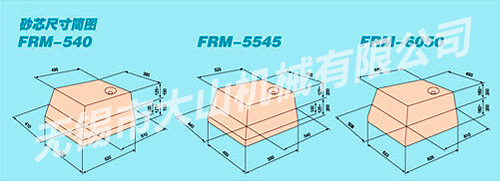
将砂芯放入铸型
由于下芯在二个工位内进行(选择),所以对造型循环时间的影响甚小,效率甚高。 |
| 铸型硬度:即使使用砂的性质不同,也能保证铸型的足够硬度。
铸型高度的变更:对于上下的挤压设置有各种动力,在进入之前只要各自更改上下挤压箱框的深度,就能任意设定铸型的高度。
型板的安装:把型板嵌入台车箱框的导柱内,然后把台车箱框移动到造型位置即完成。(在台车箱框中有回转式和横行式)
|
|
 |
|